Curing Rate Tables (CRT) – Calibration Data System
The Curing Rate Tables (CRT) are part of the 3Dresyns® Curing Rate Control System (CRCS) and provide empirical curing depth versus exposure data obtained under controlled optical conditions.
CRT is part of the broader 3Dresyns® Photopolymer Engineering System, connecting material selection, exposure calibration, curing behaviour, dimensional control and engineering validation across SLA, DLP and LCD printing workflows.
- Structured Selection Framework (SSF): engineering-based material selection methodology
- Curing Rate Control System (CRCS): wavelength-specific exposure and cure-depth calibration
- Structured Mechanical Screening Protocol (SMSP): comparative screening of printed material performance
- Failure Atlas: structured interpretation of common vat photopolymerization defects
CRT datasets establish the relationship between exposure time and resulting cured thickness for a given photopolymer formulation at a specific wavelength.
CRT data is wavelength-specific. Select CRT-405 or CRT-385 to match the emission wavelength of your printer.
This approach reduces trial-and-error calibration and supports improved reproducibility across different SLA, DLP and LCD printing platforms.
The resulting dataset supports structured exposure calibration based on measured printer irradiance, selected layer thickness and target dimensional accuracy.
CRT data helps define practical starting conditions while providing an engineering framework for understanding curing behaviour under controlled wavelength conditions.
Quick selection by package type
Choose your CRT route
Use the routes below to identify the most suitable CRT package and wavelength path for your application.
How to choose the right CRT package
Select the package according to whether you need practical exposure calibration only or full engineering interpretation of curing behaviour.
- Need routine printer calibration and starting exposure settings → CRT Basic
- Need Dp, Ec and working-curve modelling → CRT Engineering
- Need wavelength-specific calibration → choose CRT-405 or CRT-385 to match printer emission
- Need better dimensional accuracy and repeatability → provide measured irradiance if available
Why CRT matters
Exposure calibration is one of the main variables controlling cured thickness, dimensional accuracy and interlayer behaviour in vat photopolymerization.
- Routine printer calibration
- Layer-thickness adjustment
- Exposure optimization
- Formulation comparison
- Advanced process engineering
CRT service options
| Package | What it includes | Best suited for | Price |
|---|---|---|---|
| CRT Basic | Curing Rate Table (exposure time vs cured thickness), recommended starting exposure settings, and measurement under controlled wavelength conditions. | Routine printer calibration and practical workflow setup. | 50 € |
| CRT Engineering | Full CRT dataset plus Jacobs working-curve modelling, extraction of Dp and Ec, and engineering interpretation of curing behaviour. | Formulation development, material research, and advanced process engineering. | 200 € |
Mobile: scroll horizontally to view all columns. The first column remains visible while scrolling.
CRT Basic
The CRT Basic package provides a practical exposure–thickness dataset designed for rapid printer calibration and workflow setup.
- Curing Rate Table (exposure time vs cured thickness)
- Recommended starting exposure settings
- Measurement under controlled wavelength conditions
- Suitable for routine printer calibration
Price: 50 €
CRT Engineering – Photopolymer Characterization
The CRT Engineering upgrade extends the CRT dataset with quantitative photopolymerization analysis.
Using the Jacobs working-curve model, the curing behaviour of the resin can be described through fundamental parameters:
- Penetration depth (Dp)
- Critical exposure (Ec)
These parameters enable engineering-level comparison of photopolymer formulations and provide deeper insight into curing kinetics.
- Full CRT dataset
- Jacobs working-curve modelling
- Extraction of Dp and Ec
- Engineering interpretation of curing behaviour
Recommended for formulation development, material research, and advanced process engineering.
Price: 200 €
CRT measurement protocol
CRT datasets are generated using standardized exposure sequences designed to capture the curing behaviour of both fast-reacting and slower-curing photopolymer systems.
| Resin type | Exposure times (seconds) | Purpose |
|---|---|---|
| Fast-curing resins | 1, 2, 3, 5, 8, 75 | Captures early cure response in highly reactive systems while keeping a long-exposure reference point. |
| Slow-curing resins | 2, 5, 8, 11, 15, 75 | Provides broader exposure spacing for slower systems while preserving a high-dose reference point. |
| Final reference point | 75 | Provides a high-dose reference and improves the robustness of curing-depth analysis. |
Mobile: scroll horizontally to view all columns. The first column remains visible while scrolling.
Exposure sequence summary
- Fast-curing resins: 1, 2, 3, 5, 8, 75 seconds
- Slow-curing resins: 2, 5, 8, 11, 15, 75 seconds
The final long exposure point (75 seconds) provides a high-dose reference and improves the robustness of curing-depth analysis.
Jacobs working curve
Curing behaviour can be described using the Jacobs working-curve model:
Cd = Dp · ln(E / Ec)
where:
- Cd = cured depth
- E = exposure dose
- Ec = critical exposure
- Dp = optical penetration depth
Exposure dose is defined as:
Dose (mJ/cm²) = irradiance (mW/cm²) × exposure time (s)
How to obtain the best accuracy
For optimal alignment between CRT measurements and your printing system, report your printer model and, if available, the measured irradiance of your printer before order processing.
Irradiance should ideally be measured in the center of the resin vat using a calibrated radiometer operating at the same wavelength as the selected CRT.
- Recommended (405 nm): Chitu Systems Digital UV Light Meter
- Low-cost alternative: AH-NUV UV Light Meter (suitable for 385–405 nm measurements when used in the correct wavelength mode)
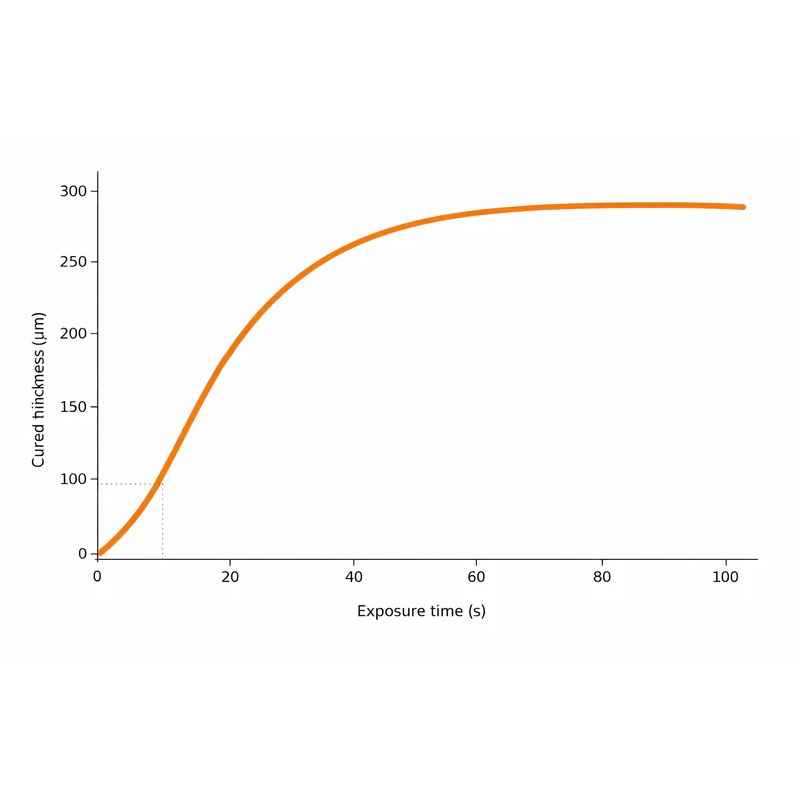
Example CRT curve
Example of curing depth versus exposure time measured under controlled wavelength conditions.

Delivery
Digital delivery.
The CRT package is delivered digitally following purchase.
After placing your order, please contact info@3dresyns.com to confirm:
- Your printer model
- Your measured printer irradiance (if available)
- The selected wavelength (405 nm or 385 nm)
Providing this information allows the 3Dresyns team to align CRT measurements with your printer conditions as closely as possible.
Technical support
For CRT documentation, engineering interpretation, or calibration questions, contact info@3dresyns.com.
Choose options