3D-ADD Circular & RePrint — Depolymerisable Additives and 3D Resins
Depolymerisable additives and circular material systems for advanced additive manufacturing workflows oriented toward reuse, reprint concepts and circularity-driven material innovation.
3Dresyns® circular additives and related resins in this collection are positioned for sustainability-focused R&D where release, depolymerisation and project-dependent reprocessability are part of the design logic.
Navigate by: additive route, trigger temperature and circular workflow objective.
This collection groups 3Dresyns® circular additives and depolymerisable material concepts developed for advanced sustainability-oriented additive manufacturing projects.
These materials are intended for workflows where reduced-waste strategies, design-for-reuse logic and circular material innovation are part of the technical development objective.
The additives and depolymerisable resin in this collection are advanced, project-dependent materials. Release, depolymerisation and reuse behaviour depend on the base formulation, the trigger temperature and the overall workflow design.
Applications that require a dedicated circular or depolymerisable formulation, a specific trigger temperature, or mechanical, thermal or processing targets beyond the listed products can be addressed as a custom-designed material developed through our Customization Services program.
For these cases, 3Dresyns develops customized circular and depolymerisable photopolymers according to customer specifications through the Customization Services program: Customization Services.
Key features & benefits
Choose your circular additive route
Use the routes below to navigate the collection by additive logic, trigger temperature and circular workflow concept.
- Circularity-oriented additives and systems for advanced additive manufacturing workflows.
- Depolymerisable and reprocessable material concepts, depending on project configuration.
- Supports reduced-waste strategies and design-for-reuse positioning.
- Suitable for advanced functional sustainability R&D and material innovation projects.
Typical applications
Typical use scenarios across the collection
This collection is relevant for users exploring more circular workflow concepts in photopolymer-based additive manufacturing.
- Sustainability-driven prototyping: early-stage projects where reduced-waste logic is part of the brief.
- Circular materials research: experimentation with depolymerisable and project-dependent reprocessable systems.
- Reprint and reuse concepts: workflows investigating triggered release or depolymerisation-based reuse scenarios.
- Recyclable workflow development: technical exploration of more circular process concepts.
- Advanced material innovation projects: R&D programmes linking functionality and sustainability strategy.
Why choose this collection
How to choose the right circular route
Select the most suitable route according to the intended trigger temperature, additive function and whether the project is additive-assisted or resin-led.
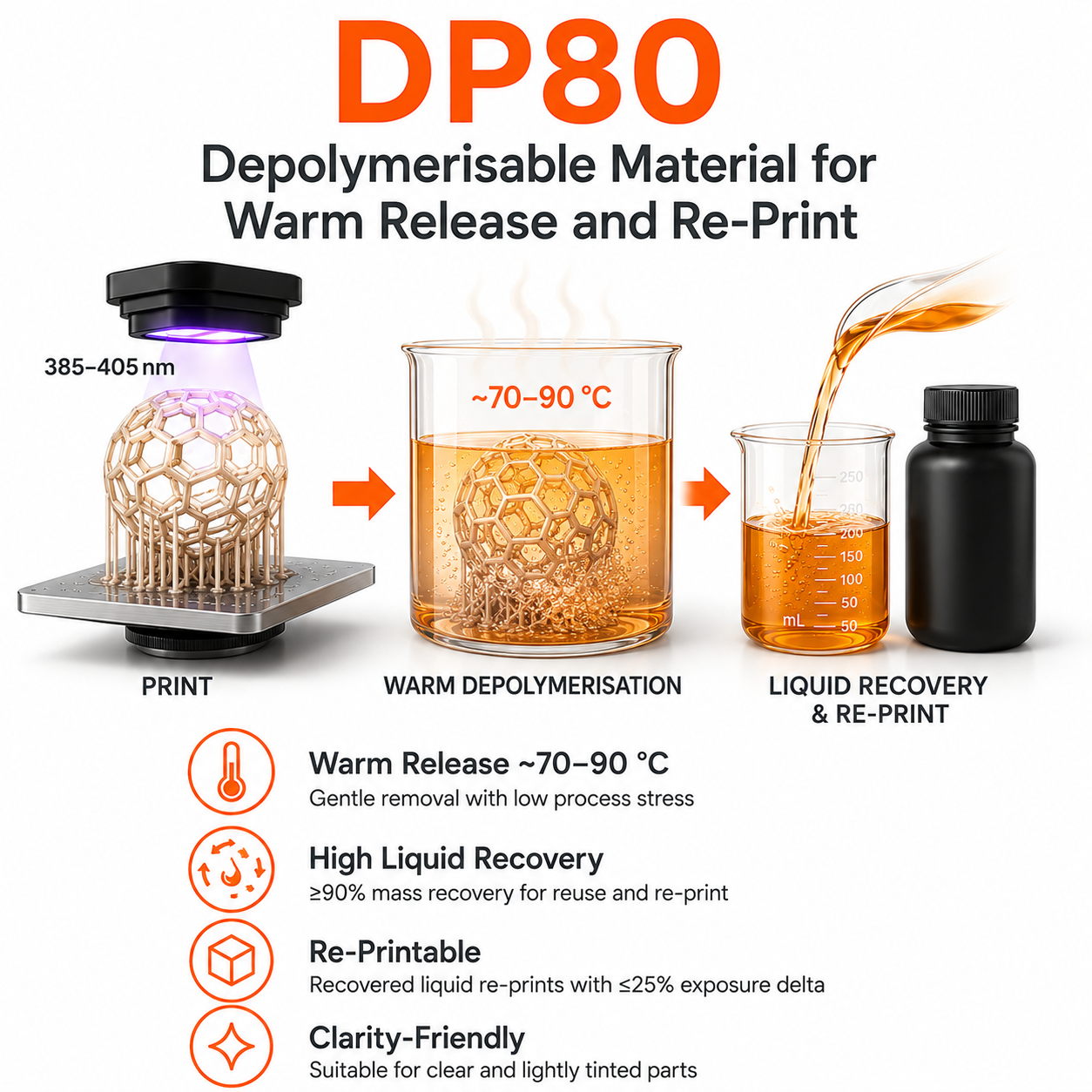
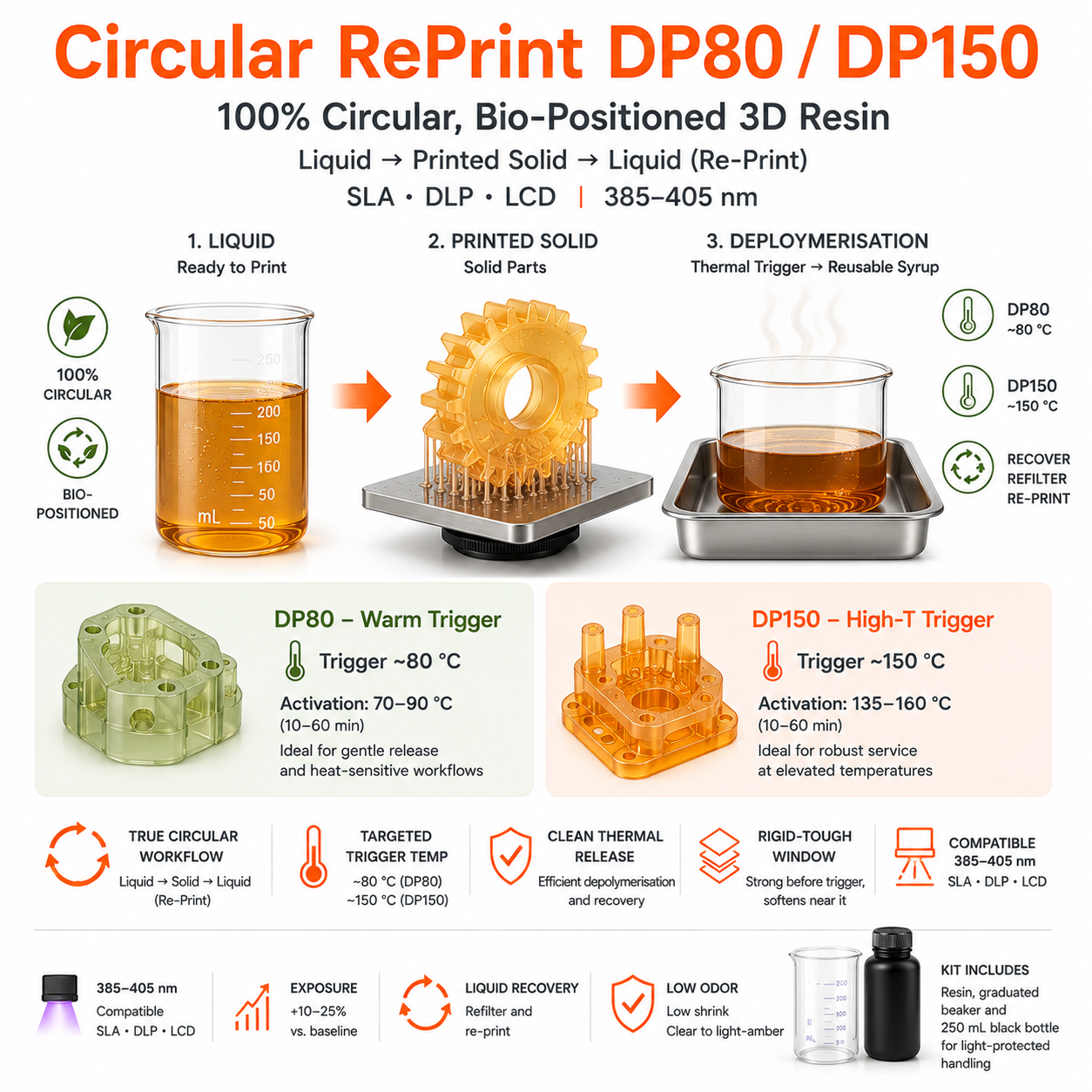
- Need a warm-release additive concept → 3D-ADD Circular RePrint DP80
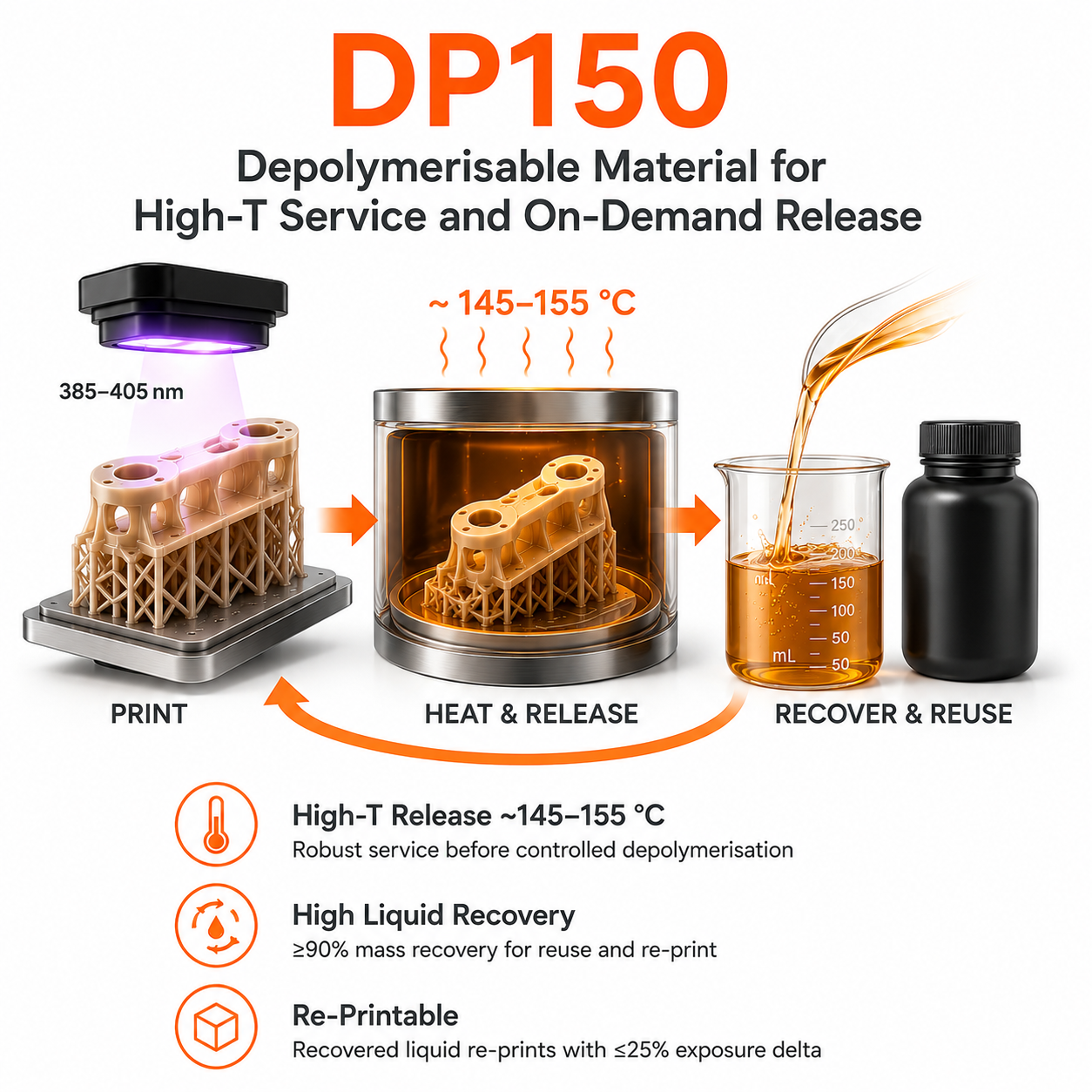
- Need a higher-temperature release additive concept → 3D-ADD Circular RePrint DP150
- Need a depolymerisable circular resin concept triggered at 80 or 150ºC → 3Dresyn Circular RePrint Bio
- Prioritise additive-based route development → start with DP80 or DP150 depending on trigger window
- Prioritise a circular resin concept → start with 3Dresyn Circular RePrint Bio
- Prioritise lower trigger-temperature exploration → start with the 80ºC logic
- Prioritise higher trigger-temperature exploration → start with the 150ºC logic
Decision tree summary
Use this simplified engineering logic before detailed circular-workflow validation.
- Need a warm-release additive → DP80
- Need a high-temperature release additive → DP150
- Need a depolymerisable circular resin → Circular RePrint Bio
Then validate the final route under the intended resin system, printer conditions, trigger temperature and project-specific reuse or depolymerisation workflow.
Products in this collection
Warm-release circular additive
For projects exploring circular additive-assisted release or reuse concepts triggered at a lower temperature window.
High-temperature release circular additive
For workflows requiring a higher trigger-temperature additive concept within circular or reprint-oriented development projects.
Depolymerisable circular resin
For users exploring a resin-led circular concept triggered at 80 or 150ºC within sustainability-oriented additive manufacturing workflows.
Technical overview table
Workflow-dependent performance
Release behaviour, depolymerisation response and practical reuse logic depend on the interaction between the selected additive or resin, the base formulation, the trigger temperature and the overall workflow design.
Successful implementation therefore requires alignment between material selection, process objective, temperature trigger and qualified project-specific circular workflow.
| Material | Type | Trigger logic | Core function | Typical positioning | Target workflow |
|---|---|---|---|---|---|
| 3D-ADD Circular RePrint DP80 | Additive | Warm-release | Circular additive concept for lower-temperature release workflows | Reduced-waste and design-for-reuse R&D projects | Circular additive-assisted photopolymer development |
| 3D-ADD Circular RePrint DP150 | Additive | High-T release | Circular additive concept for higher-temperature release workflows | Advanced sustainability R&D with higher trigger-temperature requirements | Circular additive-assisted photopolymer development |
| 3Dresyn Circular RePrint Bio | 3D resin | Triggered at 80 or 150ºC | Depolymerisable circular resin concept | Circular resin route for reuse, reprint and depolymerisation-oriented projects | Sustainability-driven resin development and circular workflow innovation |
Mobile: scroll horizontally to view all columns. The first column remains visible while scrolling.
Portfolio overview
A circular-material innovation platform rather than a standard additive page
This collection is structured around circularity-oriented concepts where the material function is linked to project-specific reuse, release or depolymerisation strategies.
- DP80 covers the warm-release additive route.
- DP150 covers the higher-temperature release additive route.
- Circular RePrint Bio extends the platform into a depolymerisable circular resin concept.
Workflow note
The right circular route depends on the project design, not only on the material name
These materials are intended for advanced R&D workflows where circularity logic must be designed into the formulation, trigger conditions and reuse concept from the start.
In practice, the most effective route is to define the target trigger behaviour and circular objective first, then validate the selected additive or resin under the intended formulation and process conditions.
Technical and commercial support
Documentation, technical selection help and circular-development support
Use the resources below to move from circular-material preselection to technical discussion, exposure calibration and project-specific development support.
Final CTA
Select the right circular route and validate the project-specific reuse workflow
Use the route-based navigation above to identify the most relevant circular additive or depolymerisable resin concept, compare candidates in the technical overview table, and move forward with sustainability-driven validation under the intended trigger conditions.
Sort by
From prototyping to industrial production, performance depends on materials, calibration and process control